
中大新聞中心
中大工程學院3D打印新突破飛秒鐳射投影技術將列印速度提高萬倍
高精度立體3D打印技術,是製造精密醫療及科技器件的重要驅動力,惟現有技術效率低且成本高,窒礙普及應用。香港中文大學(中大)工程學院機械與自動化工程學系陳世祈教授及其團隊,與美國「勞倫斯利佛摩國家實驗室」(Lawrence Livermore National Laboratory)合作研發出「飛秒鐳射投影雙光子聚合光刻」(Femtosecond Projection Two-photon Lithography, FP-TPL)3D打印技術,通過控制鐳射光譜的投射角度,將鐳射3D打印過程由逐點寫入改革成整個平面寫入,令打印速度提升數千至一萬倍,並降低打印成本達98%。該科研成果獲刊登於全球頂尖學術期刊《科學》(Science),肯定了其技術突破,引領高端3D打印邁進全新領域。
常見的3D高精度打印技術(即雙光子聚合系統,簡稱TPP),原理是以鐳射光串逐點寫入,再分層製造,即使是小型器件也要花上數天以至上星期掃描打印(約每小時0.1立方毫米),過程費時及昂貴,也限制了這項技術在大規模生產中的應用。若要提升速度,則往往要犧牲成品的精密度。陳世祈教授及其團隊克服了上述難題,共同研發了FP-TPL 3D打印技術,突破性地利用新聚焦方法,同時投影100萬個光點,形成整個光平面,以取代傳統將鐳射光集中於一點的做法。換句話說,過往掃描一點的時間內,新技術已可掃描一整塊平面,飛秒完成一層寫入。
FP-TPL不但將打印速度增加至每小時10至100立方毫米,還可將精密度提升至140 x 175 納米,成本更降至每立方毫米1.5美元。陳世祈教授指出,TTP系統的主要硬件包括數碼微反射鏡晶片及飛秒鐳射光源,而光源正是TPP系統的最大成本支出,一般壽命只有約兩萬小時。因此,將掃描時間由數天縮短至幾分鐘,可大幅延長鐳射光源的壽命,變相節省打印成本,由平均每立方毫米88美元下調至1.5美元,減幅達98%。
TPP系統採用的點掃描技術由於動作緩慢且缺乏打印支撐結構的能力,無法製造大型複雜的懸垂結構。FP-TPL則克服了這個限制,它的高速打印能力可迅速將液態樹脂中部分聚合的零件在漂移之前連接在一起,從而製造複雜及大型的懸垂或倒勾結構,如圖1(G)。陳世祈教授表示,FP-TPL技術適用於高端納米科技、先進材料、醫療用微支架及藥物傳輸技術的研發。並且由於其顯著提升了速度和降低成本,在未來可能被更廣泛的應用於各個領域,打印中型或大型器件,極具商業應用潛力。
研究團隊曾獲創新科技署多個創新科技基金項目(ITF)的支持,奠定穩健的基礎,其後再獲美國能源部轄下之勞倫斯利佛摩國家實驗室的資助及支援,成功研發此新技術,並已取得多項專利。有關研究成果已於十月份在《科學》(Science)發表,該期刊被視為全世界最權威的學術期刊之一,由美國科學促進會出版,所有的研究文章在見刊前須經同行評審,競爭極為激烈。
*mm=毫米 µm=微米, submicron=亞微米 nm=納米 fs =飛秒
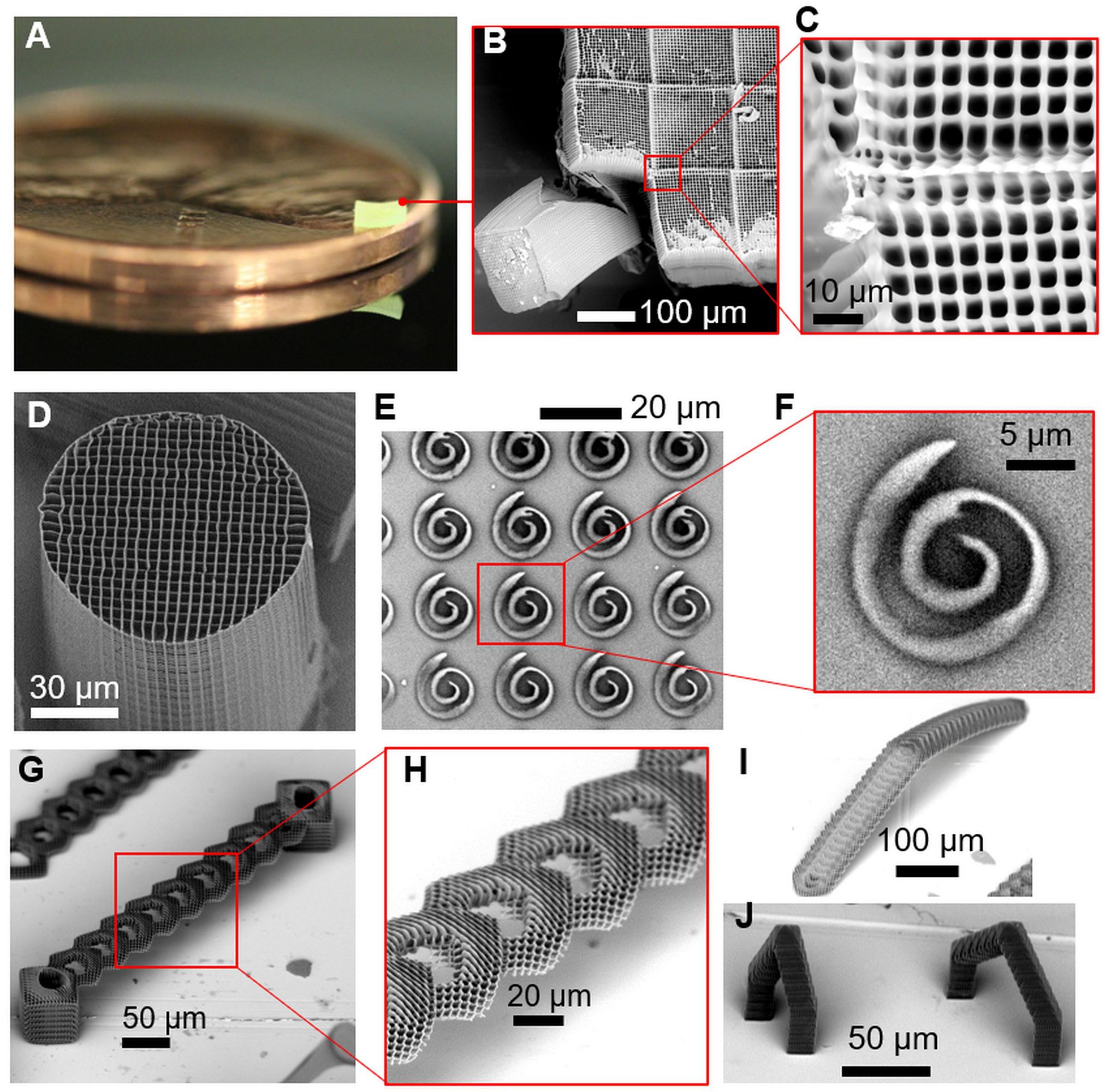
圖1: FP-TPL打印技術以亞微米(即submicron,1微米以下)的精密度打印複雜的3D結構。 (A)-(C)放置在一枚美元一分硬幣上的打印成品,為毫米級結構,當中包含了亞微米級之微型特徵。打印時間為8分鐘20秒,成品是2.20 mm × 2.20 mm × 0.25 mm長方體,3D打印速度為每小時8.7 mm3。若以現行常用的串行技術打印,需時數個小時。 (D)3D微型柱體,通過堆疊2D層進行打印,結構比例均勻,是串行掃描系統無法達到的精密水平。柱體與人的髮絲粗细相當,内部更细密的打印結構清晰可見。 (E)和(F)幾毫秒內完成單層掃描,毋需任何支撐平台亦能打印出曲線螺旋結構。 (G)-(J)通過拼接多個工作區域投影來打印出來的大跨度的懸垂3D結構,顯示FP-TPL前所未有的打印能力。 (G)90度懸垂橋的結構,整道橋細節微小,懸垂部分佔比高,當中結構達亞微米精密度,難以通過串行技術或其他現行技術進行打印。
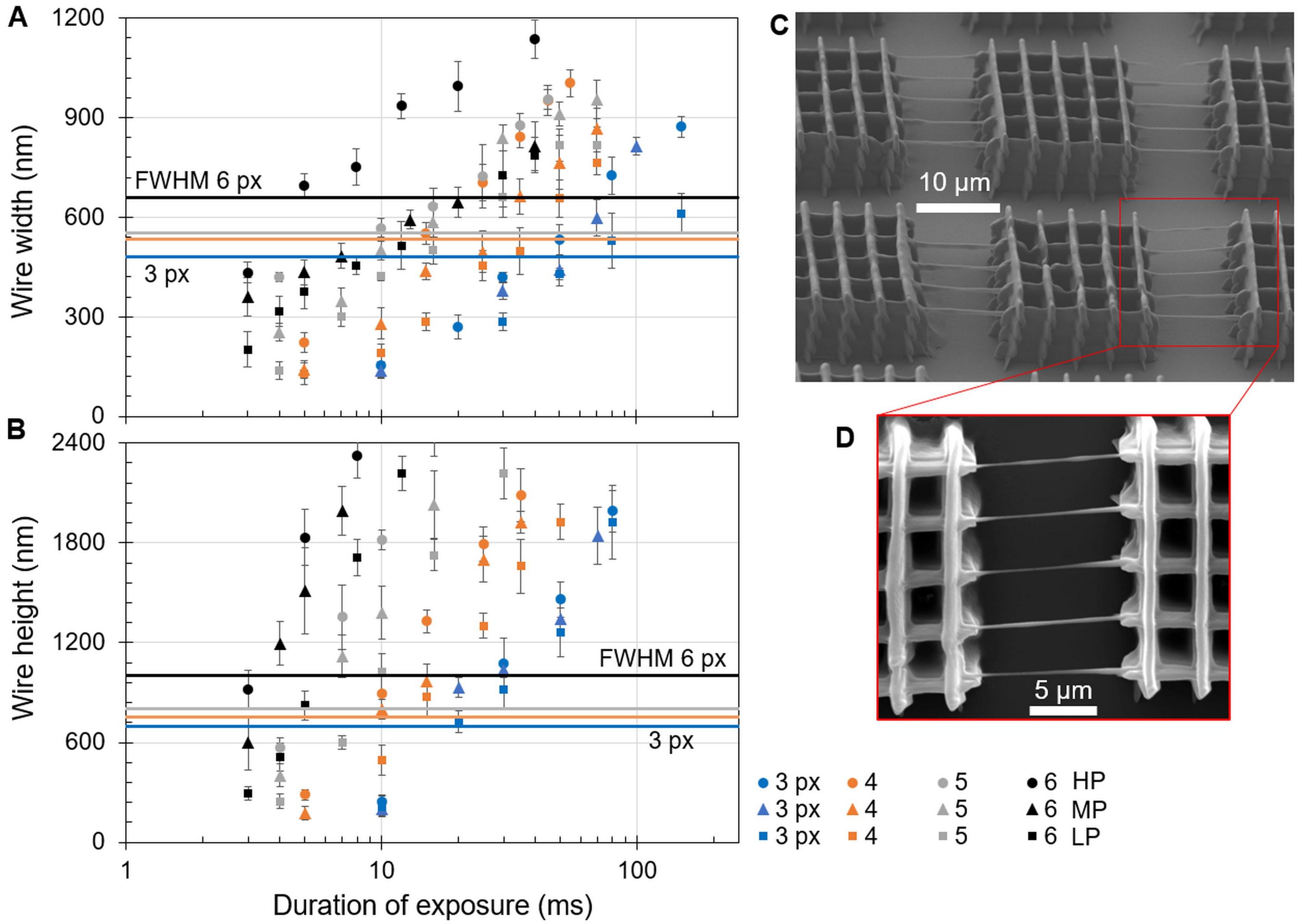
圖2:FP-TPL技術打印的納米線,展示150納米級的精密度。 (A)在不同條件下(變換鐳射功率及投影像素)打印出來的懸浮納米線,由闊度(沿橫向)和(B)高度(沿縱向)顯示其變化。從DMD投影的圖案中可見,橫向線從3像素更改為6像素,固化週期為30毫秒。在系統中,每個DMD像素被投射到約 150 × 150 nm2的面積上。HP、MP和LP標籤,分別表示高(42 nW / px)、中(39 nW / px)和低(35 nW / px)的功率水平。(相同的標記符號,表示以相同的功率產生成的數據點;相同特定顏色的標記,則表示相同闊度的橫向線。)打印試驗採用的鐳射光和物鏡的規格如下:飛秒鐳射投射的中心波長為800 nm,標稱脈衝寬度為35 fs,物鏡倍率為60× 1.25NA。(C)和(D)展示打印樣品在電子顯微鏡下的懸垂納米線圖像。
陳世祈教授

FP-TPL的聚焦技術。